


金华洲产品分类
Product Categories")





联系金华洲

深圳市金华洲模具钢材有限公司
全国咨询热线:400-788-5859
电话:0755-27467134
地址:深圳市宝安区沙井新二庄村路41号金塘工业区B栋1楼



ASSAB 88优势
改变模具环境
模具环境随着市场环境改变。订货至交货的时间是改变的一个方面,并且变得越来越短。这最终意味着准时交货制作模具和耐用的可靠性更受重视。
当前使用的产品材料对模具和用来生产他们的模具钢提出了更多要求,例如,现在高强度钢板用于汽车零部件在抗崩角及开裂、压缩强度和耐磨损方面提出了额外的要求。
当前一般冷作工具钢
传统的12%Cr-钢如AISI D2或WNr.1.2379仍然是冷作模具钢的主流,但是他们局限性在生产环境改变上变得越来越明显。
ASSAB 88经过仔细对比它的性能特点,结果是一种非常多用途的工具钢,并且克服了12%Cr-钢的局限性。
多用途工具钢
ASSAB 88的机加工性、研磨性和淬透性更好,并易于进行小的补焊。这表明对于较快的模具加工,更好的模具性能和易于维护来说,ASSAB 88是一个正确的选择。
成分设计

交货状态及硬度
退火状态 HB<235交货
探伤检验
金华洲对原材入库均探伤合格才能入库,保证材料稳定性。执行标准按GB/T4162进行超声波探伤检验,B级合格。
用途
ASSAB 88是一种多用途冷作工具钢,它有良好的抗混合/磨粒磨损和抗崩角性。且高温回火后仍具有高硬度(>HRC60),这意味着可在高硬度基体上进行氮化或PVD等表面处理。另外,对于从HRC60以上的大截面上用线切割割下形状复杂的模具,可降低开裂风险。
ASSAB 88主要用于中等生产量且需要有良好的抗磨粒或混合磨损性及良好的抗崩角性的模具。
应用例子:
1)冲切和精冲
2)剪切
3)成形
4)压印
5)冷锻
6)冷挤
7)搓丝
8)拉伸和深拉
9)粉末压实

特性
物理性能
淬硬并回火至62HRC。
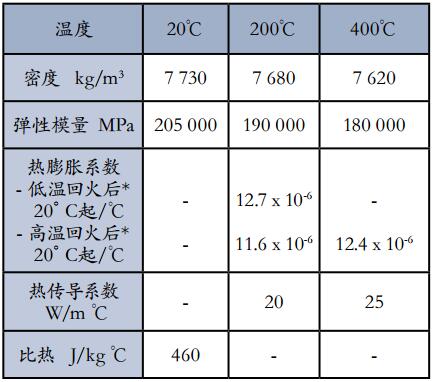
*低温回火温度为~200℃,高温回火温度为~550℃
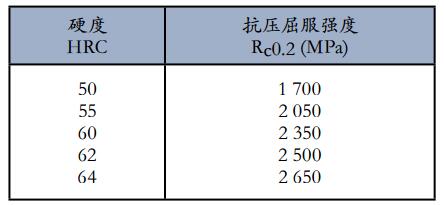
抗压强度
室温下近似抗压强度:
热处理
软性退火
在保护气氛下,加热至850℃,均热后,以每小时10℃炉冷至650℃,然后空冷。
消除应力
模具经粗加工后,应加热到650℃,均温后保温两小时,缓慢冷却至500℃,然后空冷。
淬火
预热温度:650-750℃
奥氏体化温度:950-1080℃,通常选择:1030-1050℃
保温时间:30分钟
模具在淬火过程中,必须加以保护以防止脱碳和氧化。
淬冷介质
1)高速循环气体或空气
2)在真空炉中(足够正压高速气体冷却)
3)在盐浴炉或流态炉中,500-550℃分级淬火
4)在盐浴炉或流态炉中,200-350℃分级淬火
5)约80℃的油冷(只适用于形状简单模具)
注意:模具冷却至50-70℃时应立即回火
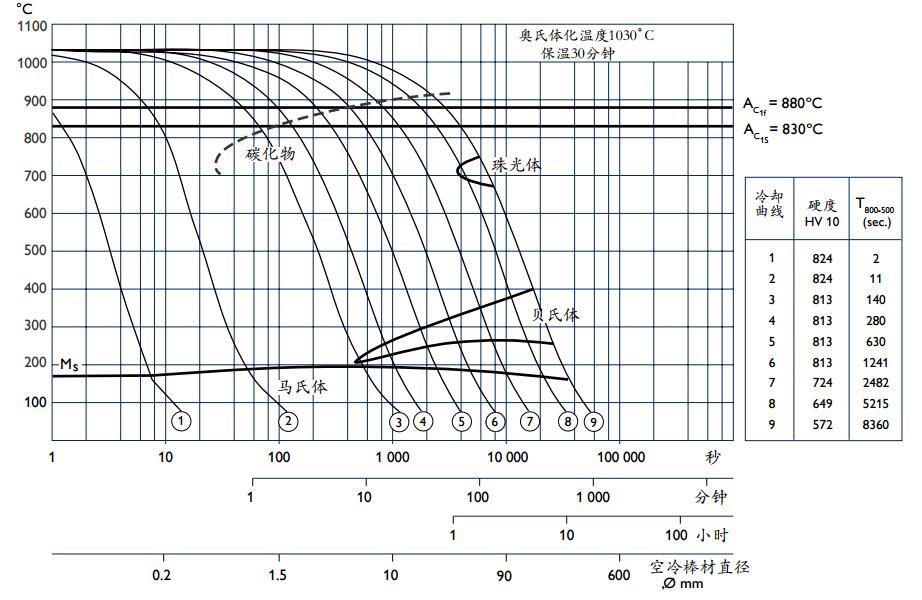
CCT相图
奥氏体化温度1030℃。保持时间30分钟。
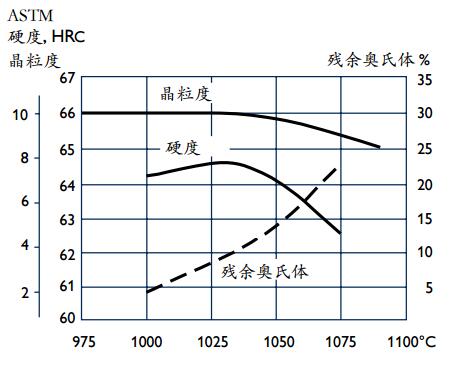
硬度、残余奥氏体及晶粒尺寸与奥氏体化温度关系曲线图
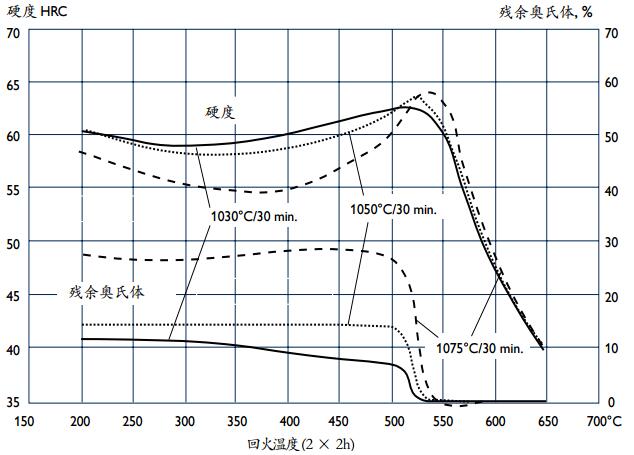
回火
参照回火曲线图根据所需硬度选择回火温度。
回火至少两次且每次回火后都须冷却到室温。最低回火温度为180℃。每次回火至少保温2小时。
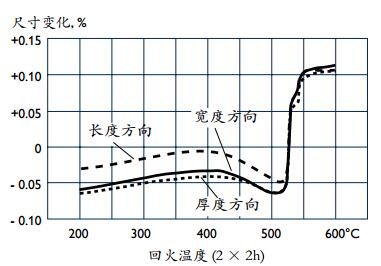
尺寸变化
在奥氏体化及回火后所测量的尺寸变化。
奥氏体化:1030℃/30分钟,真空冷却速度在800℃-500℃之间为0.75℃/s
回火:在各种温度下2次*2小时
试样尺寸:100*100*100mm
回火温度与尺寸变化关系曲线图
深冷处理
尺寸稳定性要求很高的工件应当采用深冷处理。
深冷处理后残余奥氏体含量降低及硬度变化如下图所示。
奥氏体化:1030℃/30min
回火:在各种温度下2次*2小时
回火温度及深冷处理与硬度及残余奥氏体的关系曲线图

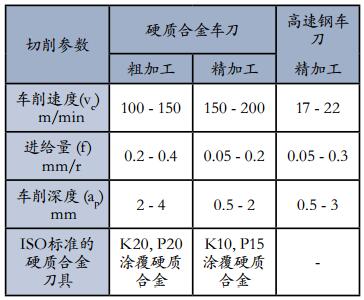
机械加工推荐
下列机械加工参数是金华洲推荐参数仅为参考数值,必须随实际加工条件调整。
加工条件:软性退火至约235HB。
车床加工
钻孔加工
高速麻花钻

*高速钢涂覆钻头Vc为25-35m/min
硬质合金钻头
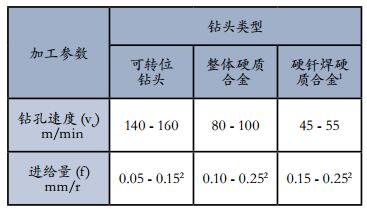
1 内有冷却管道的钎焊硬质合金顶端的钻头
2 依据钻头直径大小调整
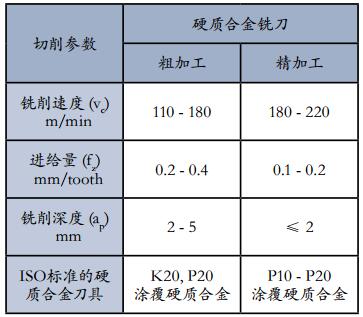
铣床加工
表面铣削和直角台阶铣
端铣
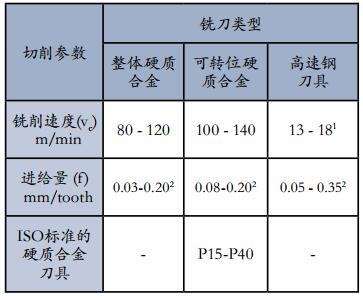
1 对高速钢涂覆端铣刀Vc:30-35m/min
2 依据径向车削深度及铣刀直径而定
研磨
砂轮推荐

电火花加工(EDM)
对于已淬硬及回火的模具,最后一道精电火花加工应用低电流、高频率来完成。
为获得良好的性能,电火花加工后应对表面进行研磨/抛光,然后再进行一次回火,回火温度较最近一次回火温度低25℃左右。
当要进行大面积或形状复杂的电火花加工时,金华洲Cr8应选择500℃以上的高温回火。
表面处理
某些冷作工具钢需要进行表面处理以降低摩擦及增加耐磨性。常用的表面处理有氮化、PVD及CVD。
高硬度,优良的抗崩角性及尺寸稳定性使得金华洲Cr8非常适用进行不同种类的表面处理加工。
氮化及软氮化处理
工件经氮化及软氮化处理后表面形成具有很高耐磨性和抗粘着性的硬化层。氮化后表面硬度可达1100HV0.2kg。氮化层深度则依不同用途而调整。
PVD
物理气相沉积(PVD)是在200-500℃之间在工件表面涂覆一层耐磨性很高的材料的一种表面处理加工方法。
CVD
化学气相沉积(CVD)是在约1000℃左右把工件表面涂覆一层耐磨性很高的材料的一种表面处理加工方法。建议模具在CVD后,在真空炉内重新进行淬火及回火处理。
火焰硬化
选用气流量达800-1250升/小时的氧乙炔设备。氧气压力约2.5bar,乙炔压力1.5bar。调整至中性火焰。
温度:980-1020℃,空冷。
硬化后表面硬度可达58-62HRC,距表面3-3.5mm深处硬度约41HRC(400HB)。
焊接
如果模具在焊接过程中,采取适当的预防措施,便可取得良好的焊接效果。
1)焊接坡口处应作适当处理。
2)焊接过程应在模具预热的状态下进行。在首两道焊接时使用相同直径的电极和/或电流。
3)焊接时电弧长度应尽量缩短。电极应跟焊缝两边成90°角以减低焊接偏差。另外,电极应跟焊接前进方向成75-80°夹角。
4)在焊补范围大时,应在首几道焊接时选用软性的焊条(过渡层)。

1 为了防止开裂,预热应使模具整体热透并在整个焊接过程中保持温度在同一水平上。
对于淬硬并回火的模具,实际预热温度通常比最近一次回火温度低以避免硬度下降。
2 对模具进行多道焊时,当焊接后道焊缝时,前道焊缝的温度,称为层间温度。如果超过,可能出现模具变形及焊缝周围存在软化区的风险。
3 由于开裂风险增加,不应多于4道焊接层。
![]()
| 18年专业致力于模具钢材行业经验,公司实力雄厚 ◆18年专注销售进口、国产优质模具钢材,年销售额超过8千万 ◆拥有40多台大小型锯床,二十多台铣磨等先进加工设备 ◆与国内外多家知名品牌模具钢材生产厂家建立了长期稳定的合作关系 如:东北特钢集团、攀钢集团、瑞典一胜百、德国撒斯特、日本大同、日本日立等 |
 |
 |
严格的质量管理体系,品质保证 ◆严格的质量监控系统:通过其严格的进货标准及先进的品质监测机制如超声波探伤、拉力测试、硬度测试等等,保证模具钢材的高品质 ◆原钢厂钢材正品保证,拒绝裂痕,夹杂,沙孔,麻点,疏松,抛光容易出现料纹,抛光度不达标等问题 |
| 高性价比,交货周期快 ◆高性价比,交货周期快专业致力于打造高性价比的模具钢材,是模具厂商的最佳合作伙伴,产品资源丰富,规格齐全,品质稳定,价格最优,交货周期快 ◆精选抚顺优质特钢,高品质,价格低,为您节约开模成本 |
 |
 |
提供专业的模具钢材技术支持 ◆金华洲拥有一支专业的模具钢材研发团队,为您提供技术难题解决,提供您的综合竞争力 |
| 完善的物流体系和贴心的售后服务 ◆专业的送货团队和物流配送系统,更方便更快捷 ◆为您提供加工、送货一站式服务,免除您的后顾之忧 ◆拥有专业的客服团队,一对一为您提供体贴心服务 |
 |
![]()
深圳市金华洲模具钢材有限公司
全国咨询热线:400-788-5859 13823195623
电话:0755-27467134
QQ客服:121781971
地址:深圳市宝安区沙井新二庄村路41号金塘工业区B栋1楼
| * 联系人: | 请填写您的真实姓名 |
| * 手机号码: | 请填写您的联系电话 |
| 电子邮件: | |
| * 采购意向描述: | |
| 请填写采购的产品规格、数量和产品描述,方便我们进行统一备货。 | |
| 验证码: | 看不清?! |
相关资讯
| 我要评论: | |
| 内 容: |
(内容最多500个汉字,1000个字符) |
| 验证码: | 看不清?! |


共有-条评论【我要评论】