


金华洲产品分类
Product Categories





联系金华洲

深圳市金华洲模具钢材有限公司
全国咨询热线:400-788-5859
电话:0755-27467134
地址:深圳市宝安区沙井新二庄村路41号金塘工业区B栋1楼




Mirrax 40是一种经过重熔冶炼的不锈钢,预硬处理至40HRC。
Mirrax 40采用电渣重熔(ESR)工艺冶炼,通过在炼钢过程中加入这一工艺,可以确保得到硫含量低(0.003% max)、非金属夹杂物含量低的纯净钢材。正因为如此,Mirrax 40可以抛光到极高的级别。
Mirrax 40的主要优点:
 1、非常好的机加工性能
1、非常好的机加工性能
 2、非常好的抛光性能
2、非常好的抛光性能
 3、非常好的延展性及韧性
3、非常好的延展性及韧性
 4、大尺寸模块均匀的硬度分布
4、大尺寸模块均匀的硬度分布
 5、良好的抗压痕性能
5、良好的抗压痕性能
 6、良好的耐蚀性能
6、良好的耐蚀性能
综合上述优点,使得这一钢种具有非常突出的使用性能。
优良的耐腐蚀性使其在实际使用中具有如下优势:
7、低的模具维护成本
即使经过相当长的服役时间,型腔表面仍可保持最初的状态。在潮湿的环境中使用或存放不需要特别的处理。
8、低的生产成本
由于冷却水道不易产生腐蚀(不同于传统模具钢材),热传导系数以及由此决定的冷却效率在整个模具寿命期内稳定,所以模次循环周期恒定。
预硬处理带来的优点如下:
①没有热处理相关的风险
②没有热处理成本
 ③节省时间(例如,不需等待热处理)
③节省时间(例如,不需等待热处理)
 ④低的刀具损耗(例如,没有热处理变形,所以不需要精修)
④低的刀具损耗(例如,没有热处理变形,所以不需要精修)
⑤便于修模
 此外,高硬度和高韧性的结合,可使模具在具有良好抗压性能的同时减少意外失效风险,使得模具使用更安全,模具寿命更长。
此外,高硬度和高韧性的结合,可使模具在具有良好抗压性能的同时减少意外失效风险,使得模具使用更安全,模具寿命更长。
成分设计
| 成分% | C | Si | Mn | Cr | Mo | Ni | V | +N |
| 0.21 | 0.9 | 0.45 | 13.5 | 0.2 | 0.6 | 0.25 | ||
| 标准规范 | AISI 420 改良型 | |||||||
| 出厂状态 | 预硬至 360 - 400 HB | |||||||
应用
1、腐蚀性塑料和非腐蚀性塑料的注塑模
 2、高抛光要求产品的塑胶模具(如电视及电脑外框)
2、高抛光要求产品的塑胶模具(如电视及电脑外框)
 3、腐蚀性塑料或高光亮透明件的吹塑模具(如PET瓶)
3、腐蚀性塑料或高光亮透明件的吹塑模具(如PET瓶)
 4、挤塑模具
4、挤塑模具
 5、结构部件
5、结构部件
性能
物理性能
淬火回火至360HB。
| 温度 | 20℃ | 200℃ | 400℃ |
| 密度 | 7 700 | – | – |
| kg/m3 | |||
| 弹性模量 | 215 000 | 210 000 | 195 000 |
| MPa | |||
| 热膨胀系数 | – | 10.6 x 10-6 | 11.4 x 10-6 |
| 20℃开始/℃ | |||
| 热传导系数 | – | 20 | 21 |
| W/m ℃ | |||
| 比热 | 460 | – | |
| J/kg ℃ |
*热传导系数非常难以测量,其分散度可达15%
机械性能
抗拉强度
所有的样品均取自508×306mm原料,硬度为360HB。
| 温度 | 20℃ | 200℃ |
| 抗拉强度,Rm | 1150 MPa | 1060 MPa |
| 屈服强度, Rp0.2 | 1020 MPa | 930 MPa |
| 断面收缩率, Z | 35% | 38% |
| 延伸率, A5 | 13% | 11% |
抗压强度
室温近似抗压强度
| 抗压屈服强度, Rc0.2 | 1100 MPa |
耐蚀性
采用Mirrax 40制造的模具可以有效地防止由于工作环境或存放环境中的湿气造成的生锈和一般生产状况下腐蚀性塑胶粒子带来的腐蚀。
热处理
建议Mirrax 40在供货态使用(即预硬态360-400HB)。
如果需要更高硬度,可参照下述工艺先进行软化退火,然后重新淬火。
软化退火
保护气氛下加热至780℃,热透后以10℃/h的冷却速度冷至600℃,然后在空气中冷却。
去应力
粗加工后,模具应该热透至550℃,保温2小时,然后空冷。
淬火
一般不推荐对预硬钢进行直接重新淬火,在重新淬火前一定要进行充分的软化退火。预热温度:500-600℃。
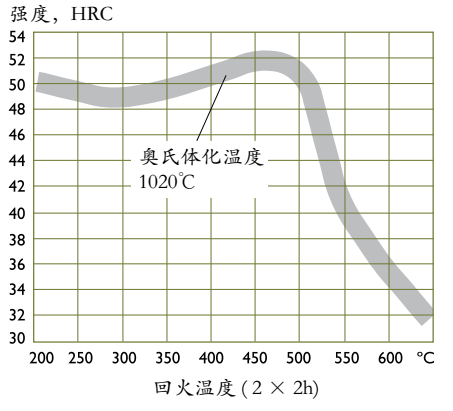
奥氏体化温度:1000-1025℃,但是一般为1020℃。
保温时间:30分钟
保温时间=整个工件热透后,在奥氏体化温度保温的时间。
在奥氏化处理过程中,一定要对钢材进行适当的保护以避免出现脱碳或氧化。
淬火介质
 ·真空炉中足够的过压气体(如氮气)
·真空炉中足够的过压气体(如氮气)
·高速循环气体或空气
·80℃左右的温油
为了得到最佳的热处理性能,在可接受变形的 前提下,冷却速度应该尽可能地快。
在真空炉中冷却时,淬火压力应至少为4-5Bar。
注意:当模具冷却至50-70℃时应立即进行回火。
回火
根据所需硬度,参照以下回火曲线图来选择相应的回火温度。回火至少进行两次,两次回火之间必须冷却至室温。最低回火温度不能低于250℃。回火保温时间至少为2小时。
回火曲线
回火曲线为近似曲线。
强度,HRC
机加工推荐
以下推荐的机加工参数仅供参考,在此基础上可根据实际情况作出调整和优化。
加工状态:预硬态~380HB
车床加工
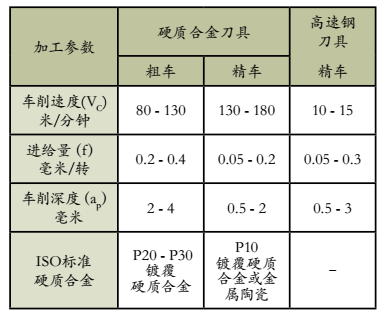
钻孔加工
高速钢麻花钻
* 对于涂层高速钢钻头, VC = 16 - 18 米/分钟
硬质合金钻头
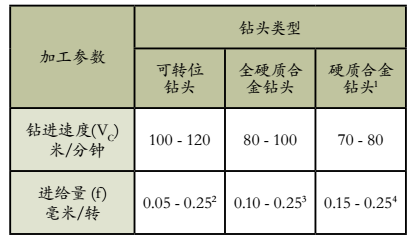
1 用钎焊或可置换
2 钻头直径为20-40mm的进给量
3 钻头直径为5-20mm的进给量
4 钻头直径为10-20mm的进给量
![]()
铣床加工
面铣和直角台阶铣
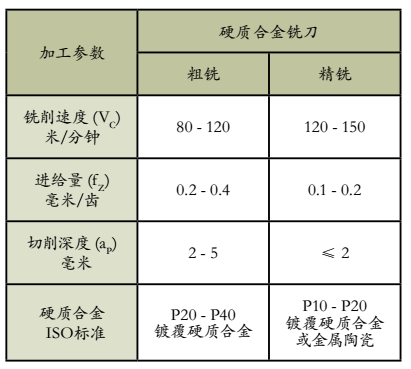
端铣
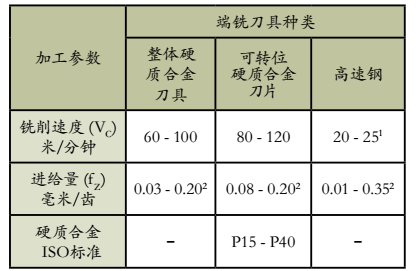
1 使用涂覆高速钢端铣刀VC=25~30米/分钟
2 取决于切削半径深度和刀具直径
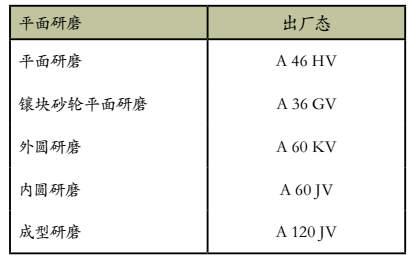
研磨
砂轮推荐
电火花加工
如果对供货态钢材进行放电加工,加工表层会重新硬化并变得很脆,这会导致模具开裂或使用寿命缩短。为了避免这些问题的发生,在电火花加工的最后阶段应采用“精放电”(低电流,高频率)。要抛光完全去除或者使用油石打磨掉电火花加工的影响层;为了确保万一,模具随后还要在最高550℃进行重新回火。如果是对重新淬硬的模具进行电加工,模具应该在原先回火温度以下25℃进行重新回火。
焊接
气体保护钨极电弧焊(GTAW)/TIG焊
工模具钢焊补后一般都有开裂的倾向。如果必须焊补,一定要注意合适的坡口准备、选择正确的填充金属、预热、正确的焊补操作和焊后热处理,只有这样才能得到好的焊补质量。
为了焊后得到最好的抛光和皮纹效果,请选择下表推荐的焊丝。
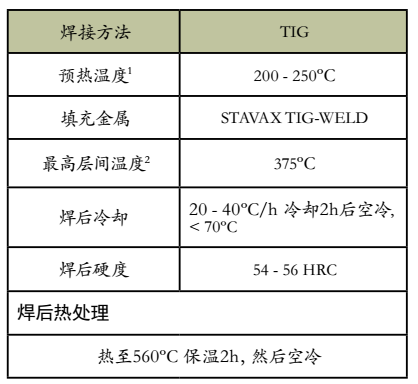
1 为了避免焊补开裂,预热一定要热透并在整个焊补过程中保持这一预热状态。如果焊补量非常少,亦可在室温下进行焊补;
2 在多道焊补操作时,在后道焊接前焊接区域的温度。如果超过,就会存在模具变形或焊缝周围软化的危险。
激光焊补
激光焊补,可采用STAVAX LASER WELD焊丝。
抛光
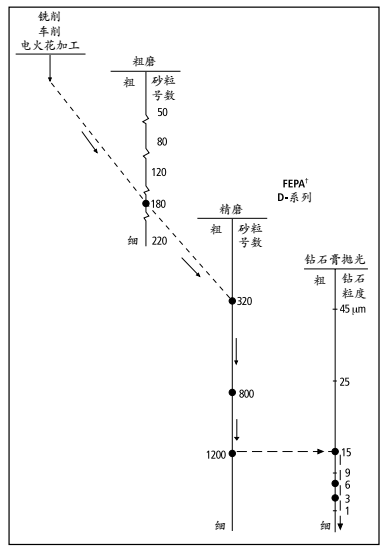
MIRRAX 40具有优良的抛光性能。但抛光技巧与其它ASSAB钢种略有不同。主要原则是,在精磨和抛光时应采用多个道序。在抛光前一定要研磨至一个尽可能光的表面(如15um磨粒或相应FEPA†1200磨粒粗磨)。此外,上一道抛光所遗留的划痕被去除后,就必须立即停止所进行道次的抛光。
下图为一个典型的抛光程序。应当注意的是,当从精磨过渡至抛光操作时,在抛光初始阶段不应使用比精磨更细的钻石膏。
光蚀皮纹
Mirrax40的非金属夹杂含量非常低,显微组织均匀,这保证了其非常好的光蚀咬花性能。
由于Mirrax40具有优良的抗腐蚀性能,所以必须采用特别的光蚀刻花程序。这种特性亦已广泛被光蚀刻公司所熟悉。
![]()
| 18年专业致力于模具钢材行业经验,公司实力雄厚 ◆18年专注销售进口、国产优质模具钢材,年销售额超过8千万 ◆拥有40多台大小型锯床,二十多台铣磨等先进加工设备 ◆与国内外多家知名品牌模具钢材生产厂家建立了长期稳定的合作关系 如:东北特钢集团、攀钢集团、瑞典一胜百、德国撒斯特、日本大同、日本日立等 |
 |
 |
严格的质量管理体系,品质保证 ◆严格的质量监控系统:通过其严格的进货标准及先进的品质监测机制如超声波探伤、拉力测试、硬度测试等等,保证模具钢材的高品质 ◆原钢厂钢材正品保证,拒绝裂痕,夹杂,沙孔,麻点,疏松,抛光容易出现料纹,抛光度不达标等问题 |
| 高性价比,交货周期快 ◆高性价比,交货周期快专业致力于打造高性价比的模具钢材,是模具厂商的最佳合作伙伴,产品资源丰富,规格齐全,品质稳定,价格最优,交货周期快 ◆精选抚顺优质特钢,高品质,价格低,为您节约开模成本 |
 |
 |
提供专业的模具钢材技术支持 ◆金华洲拥有一支专业的模具钢材研发团队,为您提供技术难题解决,提供您的综合竞争力 |
| 完善的物流体系和贴心的售后服务 ◆专业的送货团队和物流配送系统,更方便更快捷 ◆为您提供加工、送货一站式服务,免除您的后顾之忧 ◆拥有专业的客服团队,一对一为您提供体贴心服务 |
 |
![]()
深圳市金华洲模具钢材有限公司
全国咨询热线:400-788-5859 13823195623
电话:0755-27467134
QQ客服:121781971
地址:深圳市宝安区沙井新二庄村路41号金塘工业区B栋1楼
| * 联系人: | 请填写您的真实姓名 |
| * 手机号码: | 请填写您的联系电话 |
| 电子邮件: | |
| * 采购意向描述: | |
| 请填写采购的产品规格、数量和产品描述,方便我们进行统一备货。 | |
| 验证码: | 看不清?! |
相关资讯
| 我要评论: | |
| 内 容: |
(内容最多500个汉字,1000个字符) |
| 验证码: | 看不清?! |


共有-条评论【我要评论】