


金华洲产品分类
Product Categories




")
联系金华洲

深圳市金华洲模具钢材有限公司
全国咨询热线:400-788-5859
电话:0755-27467134
地址:深圳市宝安区沙井新二庄村路41号金塘工业区B栋1楼




Tyrax ESR是一种优质高硬度和耐腐蚀的塑料模具钢。它具有极高的延展性/韧性,表面易于抛光至最高光洁度。该钢种适用于通常含有玻纤增强填充剂和腐蚀性添加剂(如阻燃剂)的高性能塑料成型。它也非常适用于对表面光洁度要求甚高的镜头注塑模具。
Tyrax ESR是一种优质高硬度和耐腐蚀的塑料模具钢,具有以下特性:
1、良好的耐腐蚀性
2、优异的抛光性
3、良好的耐磨性
4、良好的机加工性能
5、高硬度55-58HRC,以抵抗压痕
6、优异的延展性和韧性
7、在热处理和服役过程中有良好的尺寸稳定性
8、均匀的微观组织和细小的晶粒
9、良好的淬透性
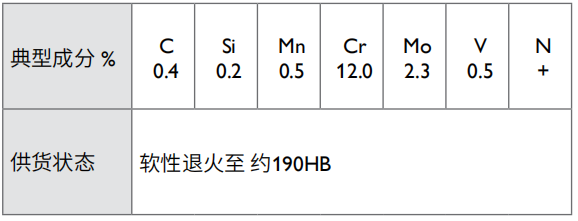
Tyrax ESR以硬度约190HB的软退火状态交货。Tyrax ESR采用电渣重熔(ESR)技术来生产,杂质含量极低。
成分设计
应用
Tyrax ESR适用于从事长期生产的模具、增强塑料模具和压缩成型模具,也适用于塑化螺杆等工程应用。Tyrax ESR适合在腐蚀性条件下使用,比如在潮湿条件下工作/储存的模具,或适用于腐蚀性塑料生产的模具。Tyrax ESR的高韧性/延展性使其适用于复杂的模具。Tyrax ESR也适用于有高镜面需求的应用。
1、含有玻纤填充剂与腐蚀性添加剂的高性能塑料
2、PVC等腐蚀性塑料
3、高表面光洁度,比如用于生产光学部件
性能
物理性能
室温下和高温下的数据
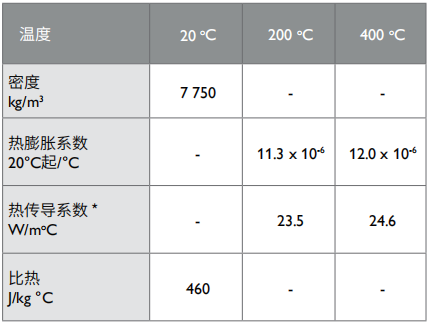
*热传导系数测量十分困难,离散度(误差)高达±15%
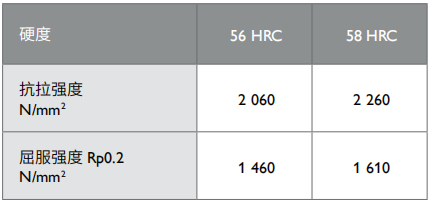
在室温下的抗拉强度
拉伸强度为近似估值。测试试样在1050oC~1080oC进行淬火,真空炉气淬,然后在530oC温度下回火两次,每次两小时,获得要求的硬度。所有样品取自尺寸为254x102mm的原材料。
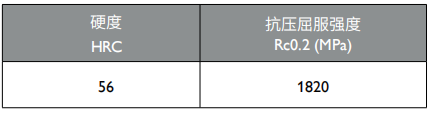
抗压强度
压缩强度估值如下表所示。在1050oC温度下对试样进行淬火,再经真空炉气淬,然后在525oC温度下回火两次,每次两小时,获得所要求的硬度。
冲击韧性
与其他W.-Nr.1.2083/AISI420型不锈工模具钢相比Tyrax ESR具备更高的韧性/延展性。
从锻件中心选取试样,室温条件下在试样的短横(S-T)方向进行冲击强度实验,测试结果如下:
原材料尺寸:250x80mm
冲击样品尺寸:7x10x55mm无缺口
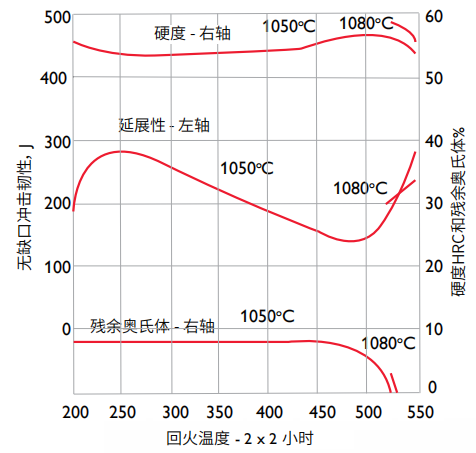
分别在1050°C和1080°C温度下淬火30分钟。
在真空炉中淬火,回火两次,每次两小时。
回火温度对无切口冲击韧性的影响
所有测试均在室温下进行
耐腐蚀性
在低温回火并进行镜面抛光条件下,Tyrax ESR表现出最佳的耐腐蚀性。Tyrax ESR可抵抗来自水、水蒸气、弱有机酸、硝酸盐、碳酸盐和其他盐类稀溶液的腐蚀。
在潮湿的工作和储存条件下,以及正常生产条件下模塑腐蚀性塑料时,Tyrax ESR制成的模具均展现出良好的抗锈蚀和抗污染性。
热处理
软化退火
在保护状态下,加热至860℃均温后,于炉中以10℃/小时的速度冷却至650℃,然后置于空气中冷却。
去应力回火
粗加工后,必须加热至650℃均温2小时,随炉缓慢冷却至500℃,然后置于空气中冷却。
淬火和淬透性
预热温度600–850℃。推荐的奥氏体化温度:1050-1080℃,保温30分钟。
淬火介质
1、足够正压的真空气冷
2、在250-550℃下的流化床或盐浴炉中淬火,然后再鼓风冷却
3、高速气体/循环气氛
为使模具获得最佳性能,在模具的变形程度可接受的条件下,冷速越快越好。
在真空炉中热处理时推荐淬火气压不低于4-5bar。模具冷却至50-70℃应立即回火。
Tyrax ESR具有比W.-Nr.1.2083/AISI420类型材料更好的淬透性,即使在大尺寸模具的中心也能获得高硬度。非常好的淬透性也会对其他性能产生决定性影响,如韧性和耐腐蚀性。
淬火冷却速度对硬度的影响
分别在1050°C-1080°C淬火。

回火
根据下图所示的回火曲线,回火温度应根据目标硬度选择合适的回火温度。
两次回火,每次回火后冷却至室温,最低回火温度为200℃,每次回火保温时间2小时。
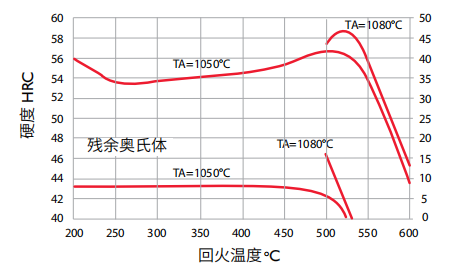
回火曲线是在对15x15x40mm大小的样品进行真空气淬热处理后获得的。
注意:在200℃-250℃回火可获得韧性、硬度及耐腐蚀性的最佳组合。然而,对于复杂的模具设计,建议采用高温回火(不低于525°C),以将残余应力和残余奥氏体降至最低。
在1080°C淬火和530°C回火可获得达58HRC的硬度,仍然具有良好的延展性。
特殊情况下,可以采用1100°C的淬火温度,回火温度为525-530°C时硬度可提高至60HRC,仅在韧性次要时才采用1100°C淬火。
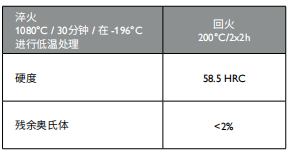
Tyrax ESR也可以在AISI420的常用硬度52HRC下使用,采用1020°C作为淬火温度并在250°C两次回火,每次回火保温2小时,残余奥氏体量<2%。
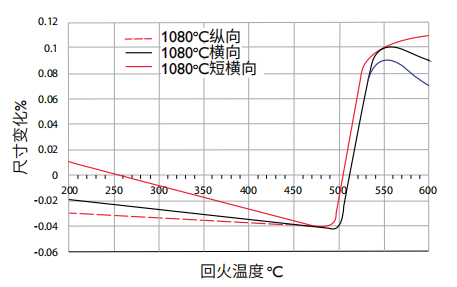
尺寸变化
材料在淬火和回火后尺寸变化如下图所示。
奥氏体化:1080℃/30分钟,在800℃-500℃之间以0.64℃/秒的速度在真空炉中冷却。
回火:在各个回火温度回火两次,每次保温2小时。
样品尺寸:100x40x20mm
对于Tyrax ESR,建议加工余量为0.15%
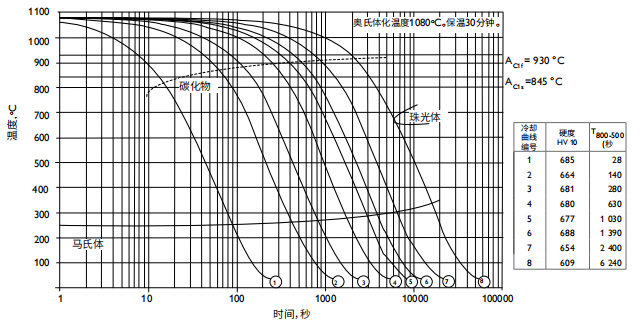
CCT-曲线
奥氏体化温度1080oC。保温30分钟。
深冷处理
对于在热处理后对尺寸稳定性有高要求的模具,可在温度为(-120℃-196℃)的液氮中进行深冷处理,深冷处理应在回火前进行。但是,复杂形状的模具存在开裂风险,应避免深冷处理。因为深冷处理使残余奥氏体得到消除或含量极低,硬度和耐磨损性能相应增加,所以低温回火前的深冷处理尤其有意义。与在525℃或更高温度下进行回火相比,200℃至480℃低温回火可进一步增强耐腐蚀性。
机加工推荐
以下机加工参数仅作为加工指南,必须随实际加工条件做相应调整。
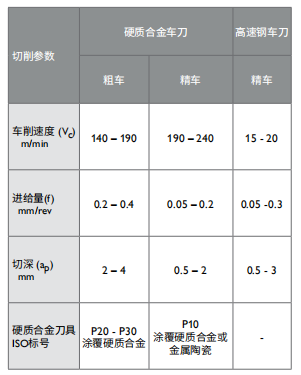
下表中的机加工参数对于Tyrax ESR仅在约190HB的软退火态硬度下有效。
车床加工
钻孔
高速钢麻花钻头

硬质合金钻头
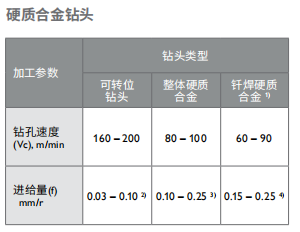
1)可替换式或钎焊硬质合金钻头
2)钻孔直径为20–40mm的进给速度
3)钻孔直径为5–20mm的进给速度
4)钻孔直径为10–20mm的进给速度
铣床加工
面铣和指教台阶铣
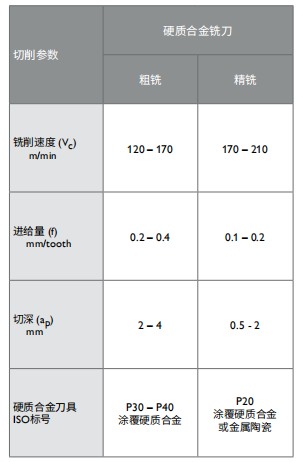
端铣
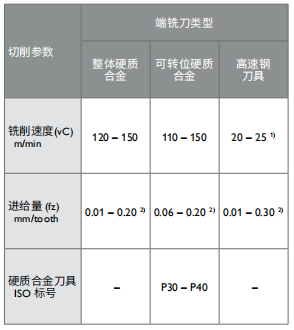
1)涂覆的高速钢端铣刀vc35-40m/min
2)根据切削的径向厚度和刀具直径调整
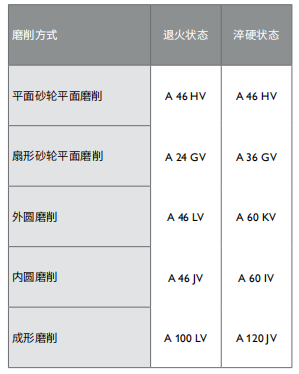
磨削加工
一般砂轮建议如下。更多详情可参见工模具钢的磨削手册。
抛光
Tyrax ESR在淬火和回火条件下具有出色的抛光性。它可以在很短的步骤内抛光到最高水平的表面光洁度。
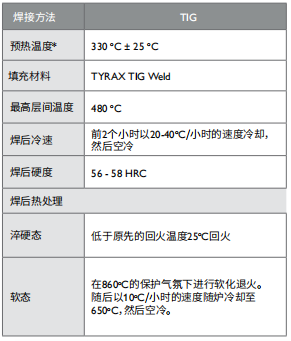
焊接
模具钢焊接后一般容易发生开裂。但是如能注意一些细节,在焊前、焊接过程中和焊后采取正确的预防措施,为了获得好的焊接效果,正确的坡口处理、焊前预热、焊接层间温度、焊后热处理及焊条的选择都是非常关键的因素。
为了获得最佳的抛光机及皮纹效果,推荐使用与模具钢具有相同成分的焊材。
![]()
| 18年专业致力于模具钢材行业经验,公司实力雄厚 ◆18年专注销售进口、国产优质模具钢材,年销售额超过8千万 ◆拥有40多台大小型锯床,二十多台铣磨等先进加工设备 ◆与国内外多家知名品牌模具钢材生产厂家建立了长期稳定的合作关系 如:东北特钢集团、攀钢集团、瑞典一胜百、德国撒斯特、日本大同、日本日立等 |
 |
 |
严格的质量管理体系,品质保证 ◆严格的质量监控系统:通过其严格的进货标准及先进的品质监测机制如超声波探伤、拉力测试、硬度测试等等,保证模具钢材的高品质 ◆原钢厂钢材正品保证,拒绝裂痕,夹杂,沙孔,麻点,疏松,抛光容易出现料纹,抛光度不达标等问题 |
| 高性价比,交货周期快 ◆高性价比,交货周期快专业致力于打造高性价比的模具钢材,是模具厂商的最佳合作伙伴,产品资源丰富,规格齐全,品质稳定,价格最优,交货周期快 ◆精选抚顺优质特钢,高品质,价格低,为您节约开模成本 |
 |
 |
提供专业的模具钢材技术支持 ◆金华洲拥有一支专业的模具钢材研发团队,为您提供技术难题解决,提供您的综合竞争力 |
| 完善的物流体系和贴心的售后服务 ◆专业的送货团队和物流配送系统,更方便更快捷 ◆为您提供加工、送货一站式服务,免除您的后顾之忧 ◆拥有专业的客服团队,一对一为您提供体贴心服务 |
 |
![]()
深圳市金华洲模具钢材有限公司
全国咨询热线:400-788-5859 13823195623
电话:0755-27467134
QQ客服:121781971
地址:深圳市宝安区沙井新二庄村路41号金塘工业区B栋1楼
| * 联系人: | 请填写您的真实姓名 |
| * 手机号码: | 请填写您的联系电话 |
| 电子邮件: | |
| * 采购意向描述: | |
| 请填写采购的产品规格、数量和产品描述,方便我们进行统一备货。 | |
| 验证码: | 看不清?! |
相关资讯
| 我要评论: | |
| 内 容: |
(内容最多500个汉字,1000个字符) |
| 验证码: | 看不清?! |


共有-条评论【我要评论】