


3Cr2W8V热模具钢材寿命的热处理工艺探讨
内容提要:对3Cr2W8V热模具的失效形式、材质特征及各合金元素的作用进行了分析。通过多次试验,制定了提高3Cr2W8V热模具钢材寿命的热处理工艺。
热模具工作温度较高(一般情况下,工件始锻温度为1200℃,终锻温度为800℃),工作条件恶劣。工作时强大的压力和冲击载荷使坯料金属在模具型腔内流动,坯料金属与型腔表面产生剧烈磨擦,极易使型腔表面磨损;同时锻模要在不断反复冷却条件下工作,由于冷热交变的结果,型腔表面在交变应力作用下易产生疲劳裂纹。使用过程中,磨损、疲劳是热模具失效的主要形式。为此,我们对热模具进行热处理工艺研究,以提高其工作寿命。
1、热模具所用材料的特征
热模具所用材料为3Cr2W8V,其化学成分如下表。
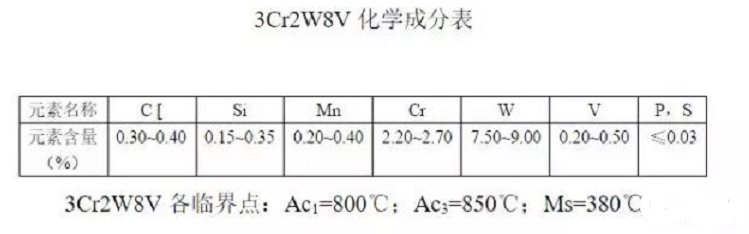
从上表可知,3Cr2W8V钢为合金模具钢,材料中含有较多的碳化物元素:Cr、W、V等,因而具有较高的耐热疲劳性和高温机械性能。由于Cr、W元素的作用使奥氏体相当稳定,从而使该材料具有较高的淬透性,它既能保证模具淬火后获得均一的马氏体组织;回火时,Cr、W、Mn元素又能阻碍马氏体组织的分解,使材料具有较高的耐磨性和抗回火稳定性。可见3Cr2W8V钢热模具经适当的热处理工艺热处理后,具有较好的热强性、耐磨性,使模具具有较长的使用寿命。
2、3Cr2W8V热模具传统的热处理工艺
3Cr2W8V热模具的制造工艺流程为:下料→锻造→退火→机加工→热处理,模具热处理后的硬度要求为:HRC42—46。
模具传统的热处理工艺为:
淬火:550℃装炉(箱式电阻炉加热,加热时模腔用“生铁屑+渗碳剂”保护,以防止模腔脱碳),保温40min;再升温至1060℃,保温120min,然后出炉油冷至室温。
回火:加热温度为580℃,保温240min(采用井式回火炉加热)。 用该工艺热处理过的模具硬度符合要求,但模具寿命较短,平均使用1500次。模具费用较高,同时更换模具频繁,影响生产。
我们对报废模具进行断口分析,观察到均为典型的疲劳断裂,疲劳源在刃口处,沿45°方向向心部扩展,疲劳断口面积与静力断口面积之比为1:3,在疲劳区的后部有明显的宏观浅沟。同时还观察到沿模腔轴向分布有10~20条裂纹,裂纹上宽下窄(以工作位置定),一般发展到工作区终止。疲劳断口即由其中一对裂纹(大部交成 180°)处起始扩展。通过上述分析,认为模具失效的原因为:
(1)从静力断口面积较大,疲劳断口后部疲劳沟较浅较宽,可以判断模具处在高应力状态下工作。
(2)从模腔表面及轴向裂纹两侧出现脱碳组织判断,模腔最表层工作温度可能高于3Cr2W8V的临界点Ac1(800℃)点。
(3)模具工作温度较高(工件始锻温度为1200℃,终锻温度为800℃),工作时会发生组织转变,模具工作时,工作应力与组织应力、热应力叠加,在每个工作周期的某一瞬间达到最大实际应力值,而增大了裂纹的产生和扩展的可能性,从而导致疲劳断裂,降低模具的使用寿命。
3、改进后的热处理工艺
随着淬火温度的升高,淬火硬度也有所提高,低于1200℃淬火时,回火时2次硬化现象不明显。若高于此温度淬火,碳化物溶解较多,奥氏体合金度增加,从而强化了马氏体,回火时由马氏体中析出较多的弥散碳化物,2次硬化才显示出来。
提高回火温度,以防止在模具使用过程中发生马氏体向屈氏体转变,以减小组织应力。由传统工艺1次回火,改为3次回火,以使淬火后,材料中低硬度的残余奥氏体较充分地转变为高硬度的2次马氏体,提高模具力学性能。改进后的热处理工艺为:
淬火:550℃装炉(箱式电阻炉加热,加热时模腔用“生铁屑+渗碳剂”保护,以防止模腔脱碳),保温40min;再升温至1150℃,保温120min,然后出炉油冷至室温。
回火:回火3次,每次加热温度为660℃,保温90min(采用井式回火炉加热)。
用该热处理工艺处理的模具使用寿命可达4500次,降低了模具费用,提高了生产效率。
4、采用离子氮化工艺提高模具寿命
热模具加工成型后,进行正常的“淬火+回火”热处理,然后进行离子氮化处理。
热模具经离子氮化后,材料中的Cr、V等元素能与氮原子形成氮化物,这种氮化物熔点高,硬度高。这些氮化物在氮化层中均呈高度弥散均匀布着,对位移滑移有阻碍作用,而使得氮化层达极高的硬度,因此锻模离子氮化后表层有很高的耐磨性、热硬性。由于氮化层组织的比容比淬火马氏体的比容还大,因此氮化层有更高的残余压应力和较高的疲劳强度。经离子氮化处理的锻模可锻工件7000件以上,寿命有较大提高。
5、结论
提高3Cr2W8V热模具钢材的淬火温度及增加回火次数,可提高模具的使用寿命。合理的淬火温度为1150℃,回火工艺为:回火温度为660℃,回火3次。
模具经离子氮化后,其耐磨性、疲劳强度、抗氧化性均有较大提高,可延长锻模使用寿命。











同类文章排行
- SIJ麦特罗镭SIMOLD S150R之车灯应用
- SUS630不锈钢厂家|630马氏体沉淀硬化不锈钢供应商
- POLMAX超纯净镜面不锈钢材
- 铬(Cr)在模具钢中的作用
- 镁合金压铸工艺研究
- 压铸生产中模具需注意的五要点
- 模具预热对压铸模具寿命的影响
- S136是什么材料?S136模具钢等级有哪些?国产进口S136模具钢区别
- 想提高铝挤压模具的寿命?如何控制H13的质量
- 压铸工艺中的温度控制和影响
最新资讯文章
- 金华洲S136H助力口罩熔喷布模具喷丝板生产
- 抚顺特钢正在加急生产“KN95口罩钢”SKD11、D2和DC53
- SIJ麦特罗镭SIMOLD S150R之车灯应用
- 模具铜公(电极)的加工方法和注意事项!
- SUS630不锈钢厂家|630马氏体沉淀硬化不锈钢供应商
- SIJ
- 蔚来汽车使用的铝、镁合金压铸模具使用的是什么压铸模具钢材料?
- 德国1.2344 ESR压铸模具钢成功案例
- Tyrax ESR的耐腐蚀和耐磨特性及Tyrax的应用
- POLMAX超纯净镜面不锈钢材
您的浏览历史


