


SKD11等高碳高铬钢的锻件锻造工艺
高碳高铬钢具有热处理变形小、淬透性好、优良的耐磨性和高韧性优点,因而是制造冷作模应用最多的钢种。
此次以一制造发电设备厂商为例,他们的电机定转子硅铜片冲模均使用了高碳高铬钢,其主要牌号有SKD11。
长期以来,该厂硅钢片冲模使用寿命普遍偏低,一般在冲剪10-20万片零件左右,与国外冲30-50万片零件的先进水平相比,有较大差距。这一问题直接影响着工厂的生产进度和产品生产成本。

在原材料中,钢材内部的碳化物形状和分布往往是不符合要求的,其主要表现及危害如下:
1.碳化物大块堆集,如出现在模具刃口部位,较易使模具造成脆性失效,如断裂,剥落等。
2.网状碳化物若锻造中得不到击碎,模具易断裂。
3.锻造使非金属夹杂物及碳化物沿压延方向伸展后,纵向力学性能优于横向。若流向与受力方向不一致时,冲模易断裂失效和各向异性变形。
4.碳化物分布不均,会使金属高温时易过热。
总而言之,碳化物在钢组织内部的分布不均匀,对模具的苊害是较为严重的。通过锻造足够的塑性变形使不均匀(网状或聚集)的碳化物重新细化分布,从而提高模具寿命。
SKD11的锻造
1.加热
SKD11钢由于合金元素种类和含量较多,故而导热性能较差,温度在700℃以下应缓慢加热,采用分段加热规范。
但对直径(或边长)小于90mm的坯料,可不经预热直接放入高温炉内,加热时间按每毫米0.8-1.2分计算。这样由于加热时间短,组织较细沿晶界上的碳化物来不及聚集长大,从而减轻了锻造过程中产生裂纹的危险。
SKD11钢的共晶温度仅1150℃,稍不注意就容易过烧。
Cr12型钢在800~1100℃温度范围内抗力较小,塑性较好。实践证明,SKD11钢始锻温度掌握在1050-1080℃,终锻温度控制在830- 860℃较好。要注意的是终锻温不得高于1000℃,以免出现奈状组织。
2.锻造
高碳高铬钢锻造的目的就在于击碎粗大骨骼状网状碳化物,使其分布均匀。为了达到这个目的,往往需要大的变形量或多次反复镦拔。
一般的锻造方法归纳有轴向镦拔,横向镦拔、三向镦拔以及变向十字镦拔法,前二者是一般厂家常采用的,但我们取样金相分析后,认为其虽然对锻合坯料内部疏松等缺陷有一定的作用,但对碳化物分布均匀度等级提高效果不大,并易在端部产生中心十字裂纹。
而后二者,特别是变向十字镦拔法,效果较好,锻件中心和边缘碳化物偏析相差不大,没有明显的机械性能差异,但适用于对金属组织要求方向性不严的锻件,对于有严格流线方向要求的锻件,比如冲头则采用轴向反复镦拔法。
莱氏体钢采用反复镦拔工艺,其总锻造比等于各次拔长的锻造比之和。
3.冷却与退火
SKD11钢锻后冷却过快时,由于应力较大,易开裂,因此锻后应缓慢和均匀地冷却。
冷却方式:小型灰砂冷,中型灰砂或炉冷,大型炉冷。灰砂或白灰最好保持150℃左右温度,且不要通风。
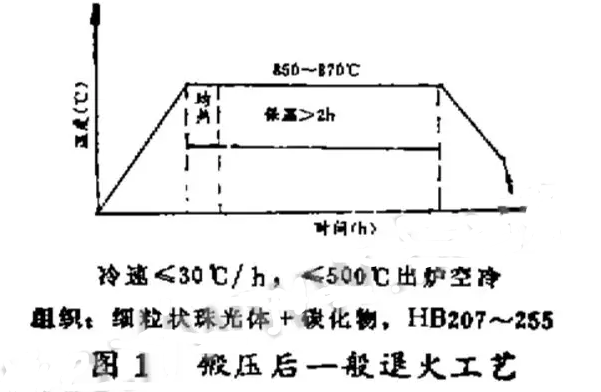
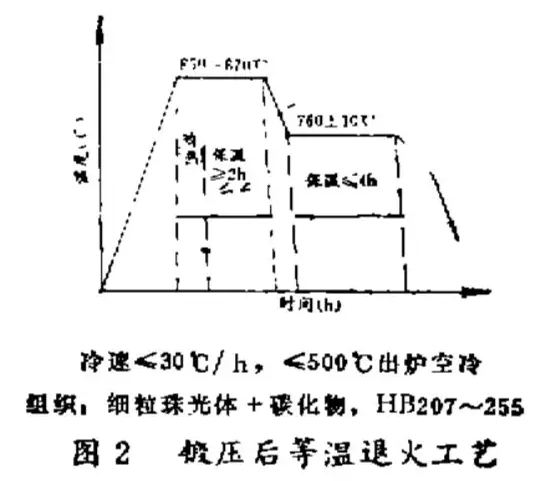
为了去除内应力,降低硬度,获得较细小的晶粒,其锻后必须退火。
一般退火工艺有普通退火和等温退火,如图1,图2所示。
4.锻造中容易产生的几种缺陷和解决方法
在锻SKD11钢时,有裂纹等缺陷是常见的,尤其是变形程度大时,这些缺陷更易出现,往往造成报废。而这不一定全是锻工问题,也有原材料本身因素。
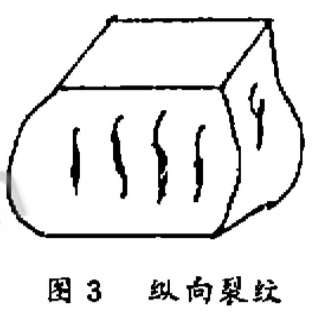
1)纵向裂纹(图3)
纵向裂纹往往是锻坯接触到砧面,两端温度下降很快,而锻坯中间又处于激烈的变形,使四周金属受到很大的胀力而引起了表面胀裂。
要避免纵向裂纹,首先要使变形温度均匀,变形均匀。在墩粗时,应先使两头变形,使鼓形不明显。此外,在操作中如发现温度不均匀时,应立即使低温区先变形,提高该处温度。再者要预热工具和上下铁砧。
2)中心裂纹
在锻造中产生中心开裂主要是原材料中心疏松(如图4)。
可采取如下措施:
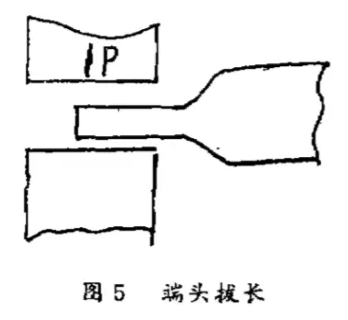
(i)开始拔长时,采用两端头用较小的送进量、大的压下量压成缩口状(图5),然后再渐进。这样又使纵向的拉应力增大,减小横向拉应力,从而使中心开裂的剪切应力 减小,致使中心开裂的可能性减小。
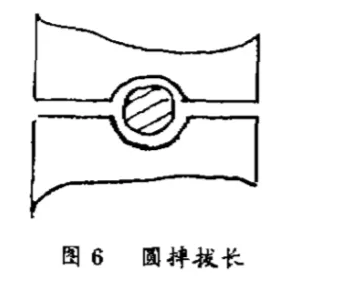
(ii)采取改变应力状态的方法(图6)
(iii)严格翻转90度,避免打棱角,如果翻转不是90度,那么就会产生棱形,在较大对角线上,就会产生剪切应力,导致产生中心开裂的可能性(图7)。
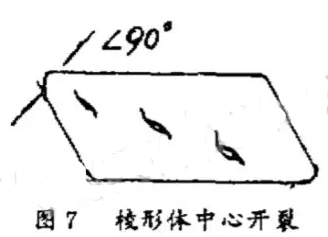
如已产生棱形,切不可重击校正,否则会造成开裂和加大开裂的可能性。可采用先击扁方再翻转90度,打成正方形的方法进行校正。
3)锻温过高裂纹
有的锻体整个表面观察不出裂纹,但其中心开裂。这除了原材料本身疏松外,在锻造时中心温度过高也产生内部中心开裂。
原因是SKD11钢由于沿晶界和晶内有大量坚硬的碳化物存在,锻造时热效应比较显著,加之共晶温度低。
因此,在锻造过程中容易过热或过烧,这样要求操作严格执行“两轻一重”原则,即锻体出炉始锻要轻锤快打,不要急求大的变形量,随后才重锻,最后在接近终锻时轻锤慢打,避免变形速度过快而产生脆性裂纹。
科学合理的高碳高铬钢锻造工艺,对提高锻体质量是十分有益的,经实施,效果较为明显。











同类文章排行
- SIJ麦特罗镭SIMOLD S150R之车灯应用
- SUS630不锈钢厂家|630马氏体沉淀硬化不锈钢供应商
- POLMAX超纯净镜面不锈钢材
- 铬(Cr)在模具钢中的作用
- 镁合金压铸工艺研究
- 压铸生产中模具需注意的五要点
- 模具预热对压铸模具寿命的影响
- S136是什么材料?S136模具钢等级有哪些?国产进口S136模具钢区别
- 想提高铝挤压模具的寿命?如何控制H13的质量
- 压铸工艺中的温度控制和影响
最新资讯文章
- 金华洲S136H助力口罩熔喷布模具喷丝板生产
- 抚顺特钢正在加急生产“KN95口罩钢”SKD11、D2和DC53
- SIJ麦特罗镭SIMOLD S150R之车灯应用
- 模具铜公(电极)的加工方法和注意事项!
- SUS630不锈钢厂家|630马氏体沉淀硬化不锈钢供应商
- SIJ
- 蔚来汽车使用的铝、镁合金压铸模具使用的是什么压铸模具钢材料?
- 德国1.2344 ESR压铸模具钢成功案例
- Tyrax ESR的耐腐蚀和耐磨特性及Tyrax的应用
- POLMAX超纯净镜面不锈钢材
您的浏览历史


