


高质量压铸模具喷涂技术的应用
高质量压铸取决于高质量的压铸工艺,而高质量的压铸工艺包括了机器、模具材料、喷涂等各个高质量工艺环节。当我们更注重压铸设备、模具等环节的同时,却恰恰对喷涂的环节没有给予足够的重视,当我们在费尽心思追求高效高品质的同时,却往往因为在喷涂环节上的忽视,给企业造成的很大的损失。 1、适度冷却模具表面 控制脱模剂附着时模具温度在180-250摄氏度,模具凹凸面温度不均匀,冷却销、钉等突出部位,是模具内部控制的补充。 2、润滑模具 由于冷缩效应,铸件和模具发生相反方向的热变形,需要润滑协助脱模。芯型滑块尺寸越大,对润滑的要求越高。 3、隔离模具和压铸件 防止高温高压下金属粘连。在水口等流速越高的位置,隔离膜越难形成。 4、去除残留杂质 防止水分和杂质引起气泡、砂眼、黑斑等表面缺陷。
1、水的汽化对涂层附着的影响
研究表明,压铸过程中,水汽化带走的热量大大高于直接冲刷模具表面带走的热量,因此水的汽化是喷涂过程中最主要,最高效的冷却方式。只有当模温高于一定值,脱模剂中的水才能汽化,有效物质才能附着在模具表面,形成涂层,水分才不会残留在模具内,当形成气泡水蒸气的向上运动又使正面方向射来的液滴反弹,阻碍液滴附着。
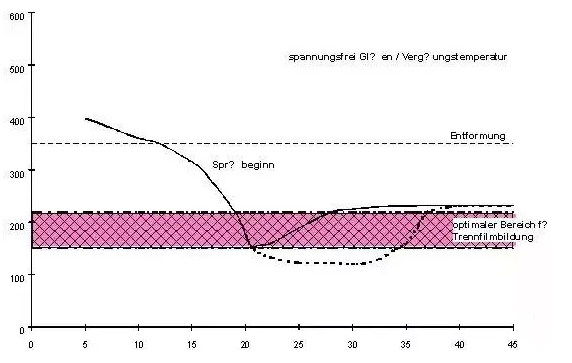
2、涂层形成的最佳表面温度
涂层形成的最佳表面温度是180-250℃,水的汽化量适中,形成平整涂层。如果模具表面温度过高,造成水爆炸式汽化,蒸汽阻碍脱模剂到达模具表面,不但影响涂层形成而且浪费脱模剂导致喷涂时间加长也容易使模具出现裂纹。如果模具表面过度冷却,脱模剂中水分蒸发不足,附着不佳,涂层易被冲走,影响涂层形成且模具中残留水分杂质不易形成高质量压铸件。
最佳温度下,涂层的附着时间约为0.5-1秒,过量喷涂使喷涂时间延长,并可能冲走涂层。
1、汽化程度:液滴大小,喷涂时间,喷涂流量,脱模剂浓度
2、涂层细致均匀程度:液滴大小,液滴分布,冲击力
3、涂层覆盖全面性:喷涂角度,液滴分布,冲击力
4、是否有杂质残留:喷涂时间,冲击力
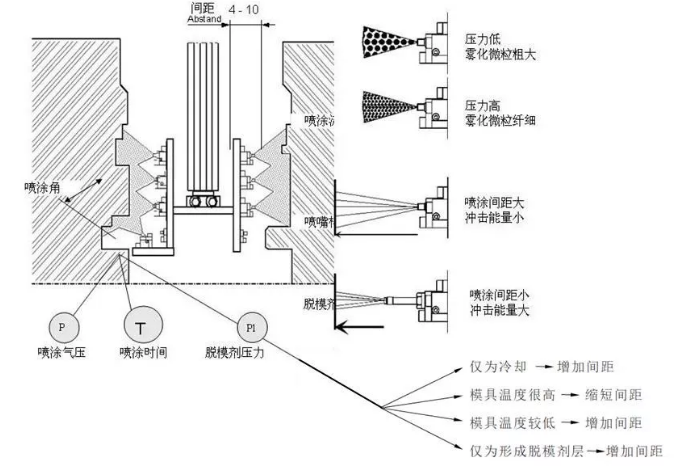
5、液滴大小——喷涂原理,喷嘴样式,液体压力,气体压力
6、液滴分布——喷涂原理,喷嘴样式,喷涂距离
7、冲击力——液体压力,气体压力,喷涂距离
外混式喷涂原理
什么是外混式喷涂:即脱模剂和压缩空气直到被喷出喷嘴才混合。
1、脱模剂被增压后,经喷嘴的喷液管道喷出。喷出时因突然减压膨胀而雾化。
2、压缩空气经过滤、调压后的由喷嘴中特殊设计的喷气管道喷出;一部分压缩空气将膨胀雾化的液滴进一步雾化,使其更细、分布更均匀;另一部分压缩空气在扇形雾流的周围形成风幕,限制雾流向四周散逸,约束其向模具涂敷。










同类文章排行
- 金华洲S136H助力口罩熔喷布模具喷丝板生产
- 抚顺特钢正在加急生产“KN95口罩钢”SKD11、D2和DC53
- 蔚来汽车使用的铝、镁合金压铸模具使用的是什么压铸模具钢材料?
- Tyrax ESR的耐腐蚀和耐磨特性及Tyrax的应用
- 导光板,透镜,眼镜塑胶模具的模具钢钢选择
- 压铸模具的三大热处理技术
- 抚顺特钢公司三个科研项目荣获中国冶金科学技术一至三等奖
- 瑞典Toolox预硬型工模具钢是什么材料
- 抚顺特钢采用新工艺冶炼N10276耐蚀合金取得成功
- 金华洲模具钢精料公差、垂直和平面精度优势
最新资讯文章
- 金华洲S136H助力口罩熔喷布模具喷丝板生产
- 抚顺特钢正在加急生产“KN95口罩钢”SKD11、D2和DC53
- SIJ麦特罗镭SIMOLD S150R之车灯应用
- 模具铜公(电极)的加工方法和注意事项!
- SUS630不锈钢厂家|630马氏体沉淀硬化不锈钢供应商
- SIJ
- 蔚来汽车使用的铝、镁合金压铸模具使用的是什么压铸模具钢材料?
- 德国1.2344 ESR压铸模具钢成功案例
- Tyrax ESR的耐腐蚀和耐磨特性及Tyrax的应用
- POLMAX超纯净镜面不锈钢材
您的浏览历史


