


模具钢在各个加工工序中出现的裂纹原因解析
模具钢在加工及使用的各个流程,特别热处理时、热处理后的各种加工,由于内应力、外应力、以及材料本身的特性和质量,都有可能出现裂纹或者开裂,导致模具报废,今天就给大家介绍一些常见的案例及原因分析和对应的解决方案,希望能减少或者避免在工作中产生这些问题。
一、淬火裂纹:淬火时产生的裂纹的原因有很多,总结来说主要是材质、热处理工艺、模具结构几个方面:
a)钢中含有较多S、P、Sb、Bi、Pb、Sn、As等低熔点有害杂质,组织上呈带状偏析,易产生应力集中而形成淬火裂纹或原材料有裂纹在淬火时扩大形成裂纹,此类裂纹一般沿原材料材质方向分布
b)淬火冷却速度远超过材料的临界冷却速度或者是危险尺寸也容易产生沿原材料方向的裂纹
c)模具未淬透,或者有横向分布的杂质,或者有横向分布的微裂纹,则易在淬火时产生横向的裂纹(垂直于原材料长度方向)
d)模具棱角、凸台、刀纹、尖角、直角、缺口、孔穴、凹模接线飞边等形状突变处则常有弧形裂纹,这是因为,淬火时棱角处产生的应力是平滑表面平均应力的10倍左右
e)钢中不同组织转变和相同组织转变不同时性,由于不同组织比容差,造成巨大组织应力,导致组织交界处形成弧状裂纹
f)淬火后未及时回火,或回火不充分,钢中残余奥氏体未充分转变,保留在使用状态中,促使应力重新分布,或模具服役时残余奥氏体发生马氏体相变产生新的内应力,当综合应力大于该钢强度极限时也形成弧状裂纹
g)夹杂物含量高,P、S等有害杂质化合物沿晶界析出,大大降低晶界结合力和强韧性,增加脆性,服役时在外力作用下形成弧状裂纹
h)一般原因有模具有脱碳层或者加热过程中脱碳、原始组织粗大、控温不准、仪表失灵发生组织过热过烧致晶粒粗化、模具淬火冷却时碳化物沿奥氏体晶界大量析出而致晶界强度大大降低致韧性差、脆性大等等,形成的裂纹为条状或者网状
而实际在模具加工使用过程中,裂纹的形成往往是多种原因共同造成的,要想减小裂纹产生的可能,要从各个方面共同入手,建议方案如下:
1)严格的原材检测,夹杂物,带状偏析,微裂纹,黑皮等,尽量选用夹杂物,偏析轻微的钢材
2)合理的淬火工艺,合理的回火工艺,及时回火,消除淬火应力及防止淬火应力扩展;较长时间回火,提高模具抗断裂韧性值;充分回火,得到稳定组织性能;多次回火使残余奥氏体转变充分和消除新的应力;合理回火,提高钢件疲劳抗力和综合机械力学性能
3)热处理时工件尽量对称,减小形状突变,R角尽量留大,穿孔代替盲孔,提高表面光洁度,减小应力集中点,对于表面不合理的结构,要做好防护措施,以减小冷却速度 ,防止淬火裂纹
案例说明:
|
图片编号 |
案例说明 |
|
图1图2 |
工件放电后发现表面裂纹类缺陷,分析发现实为原材夹杂、偏析、微裂纹等 |
|
图3图4 |
工件在使用过程中出现裂纹,分析裂纹起源于工件心部,实为回火不充分所致 |
|
图5图6 |
工件在磨加工后必现表面裂纹,分析发现工件表面出现脱碳层 |
|
图7图8 |
结构缺陷及热处理应力造成的裂纹,基体组织正常 |
|
图9图10 |
热处理时R角留太小,应力集中所致裂纹 |
|
图11图12 |
热处理后沿厚度中间位置开裂,分析原材组织粗大,带状偏析严重,导致热处理时应力大 |

图1 放电加工后裂纹缺陷

图2 原材偏析、夹杂、微裂纹缺陷
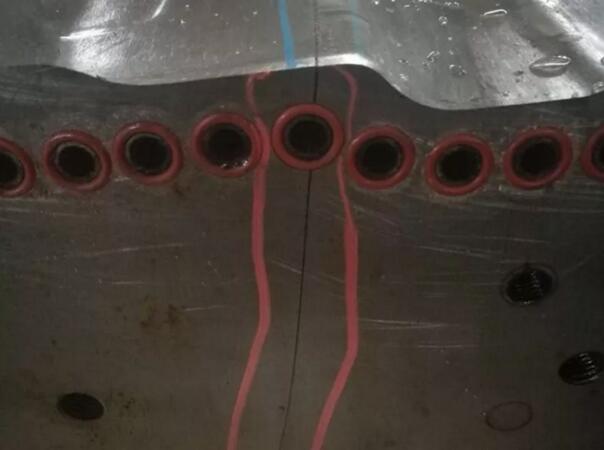
图3 贯穿性裂纹

图4 裂纹打开后内部形貌

图5 热处理脱碳形成的裂纹

图6 表面脱碳层

图7 热处理后裂纹形貌

图8 基体组织

图9 热处理后发现裂纹

图10 裂纹处形貌
图11 热处理后裂纹
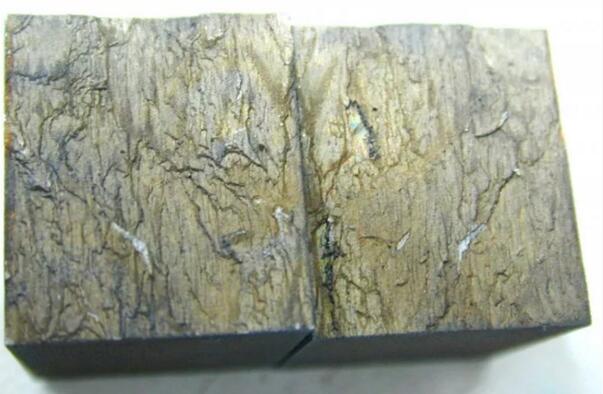
图12 热处理后裂纹
二、表面处理后表面裂纹或者表层剥落:影响的原因主要是材质的均匀性、表面处理的质量、后期回火,应选用优质的杂质少、充分细化的原始组织,合格的表面处理质量及合理的硬度梯度,案例为表面硬化层深度明显超厚,致表面应力大而引起的裂纹

三、冷处理裂纹:中、高碳合金钢的淬火后还有部分过冷奥氏体未转变成马氏体,保留在使用状态中成为残余奥氏体,影响使用性能,需要进行深冷或者超深冷,淬火应力和深冷应力的叠加超过该材料强度极限而形成的裂纹,建议先进行一次回火再进冷处理,冷处理后回火缓慢升温,及时回火,避免冷处理应力形成裂纹
四、磨削裂纹:常见于高硬度的冷作模具钢,一般发生在磨加工后,表面形成大量的平行的细微裂纹或者是网状的裂纹,主裂纹与磨削方向垂直,产生的原因大致有下:
a)原材有大块状碳化物超标,共晶碳化物不均匀度超标,或者热处理脱碳
b)热处理工艺不当,致热处理后残余奥氏体过多
c)磨加工时速度过快、进刀量过大、冷却不足等等
预防措施建议:
1)控制原材质量,共晶碳化物级别
2)制定合理的热处理工艺,减小热处理残余奥氏体含量
3)及时回火,避免开裂
4)控制磨加工速度和冷却速度,避免裂纹形成

图1 磨削裂纹

图2 磨削处温度过高处形貌 100倍
五、放电加工裂纹:放电加工裂纹产生的主要原因是放电加工时电流过大致工件表面或者R角位置造成应力集中而致开裂,在放电加工时要有合理的加工速度,避免加工速度过快而致表面变质层太厚,避免形成表面显微裂纹及较厚的变质层,特别是有很小的R角或者结构薄弱更需要注意
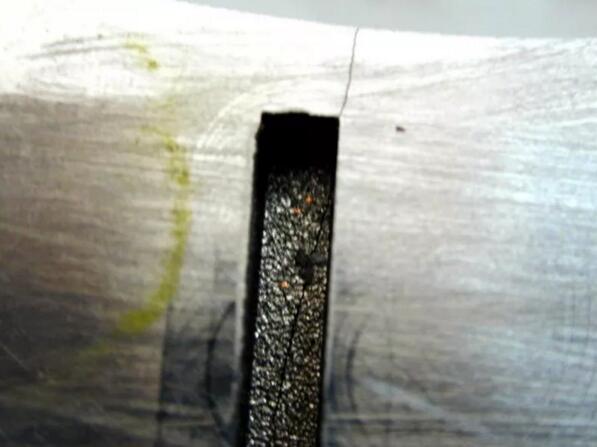
图1 放电加工后工件出现裂纹

图2 裂纹截面处微观形貌
六、线切割加工裂纹:线切割加工时改变工件热处理时的内应力分布,再加上线切割加工时应力叠加,导致材料开裂。常见于高硬度低韧性的钢材,产生的原因主要有原材材质不均匀、热处理工艺不当、回火不充分等原因,建议选择优质材料,合理的热处理工艺,科学合理的线切割参数及工艺,图1图2工件在放电加工后出现裂纹,分析发现表面放电加工变质层非常厚,且有明显的显微裂纹,裂纹是因为放电加工的微观裂纹在应力的作用下扩展而成;图3图4则是大面积的复杂的线切割所引起的R角的裂纹
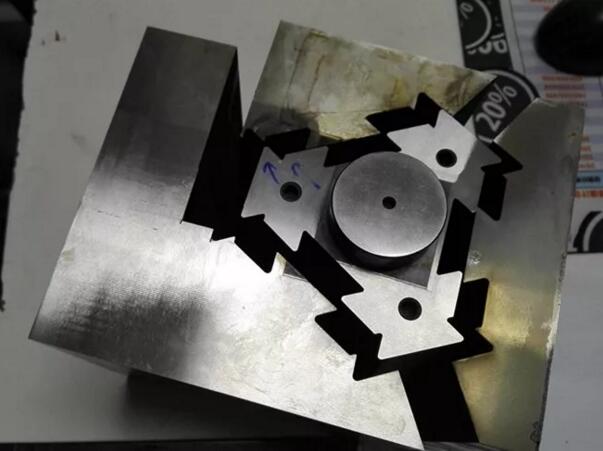
图3 大面各复杂的线切割
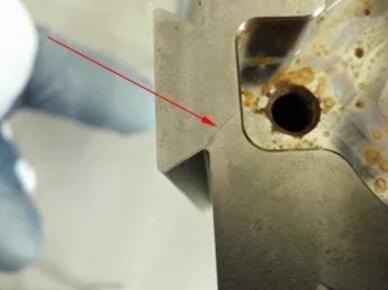
图4 线切割裂纹
七、疲劳裂纹:模具在生产时承受交变应力或者冷热疲劳所产生的裂纹,产生裂纹时其应力明显低过材料的强度。此点产生的原因非常的多,综合来看,主要影响因素有材质、热处理、表面粗糙度、生产时的外应力、各种易引起应力集中的因素,产生疲劳裂纹往往由多种因素共同作用,改善主要从材质、热处理、放电加工、外应力及模具结构入手,如下图所示,特别是压铸模具,R角热裂纹影响的因素非常多

图1 R角热裂纹

图2 R角热裂纹形貌
八、焊接裂纹:由于烧焊工艺或者烧焊水平或者烧焊后热处理工艺等各方面的影响,导致焊区在加工使用中出现裂纹,裂纹形态杂乱无章,或者沿焊区边缘分布,大面积的烧焊建议采用氩弧焊,用专用的焊枝,合理的热处理工艺,可以减少开裂的风险,下图案例即烧焊不良所引起

图1 裂纹形貌

图2 裂纹放大后组织 100倍











同类文章排行
- SIJ麦特罗镭SIMOLD S150R之车灯应用
- SUS630不锈钢厂家|630马氏体沉淀硬化不锈钢供应商
- POLMAX超纯净镜面不锈钢材
- 铬(Cr)在模具钢中的作用
- 镁合金压铸工艺研究
- 压铸生产中模具需注意的五要点
- 模具预热对压铸模具寿命的影响
- S136是什么材料?S136模具钢等级有哪些?国产进口S136模具钢区别
- 想提高铝挤压模具的寿命?如何控制H13的质量
- 压铸工艺中的温度控制和影响
最新资讯文章
- 金华洲S136H助力口罩熔喷布模具喷丝板生产
- 抚顺特钢正在加急生产“KN95口罩钢”SKD11、D2和DC53
- SIJ麦特罗镭SIMOLD S150R之车灯应用
- 模具铜公(电极)的加工方法和注意事项!
- SUS630不锈钢厂家|630马氏体沉淀硬化不锈钢供应商
- SIJ
- 蔚来汽车使用的铝、镁合金压铸模具使用的是什么压铸模具钢材料?
- 德国1.2344 ESR压铸模具钢成功案例
- Tyrax ESR的耐腐蚀和耐磨特性及Tyrax的应用
- POLMAX超纯净镜面不锈钢材
您的浏览历史


