


如何提高热作模具钢1.2344的横向冲击性能?
本文研究了冶炼工艺、化学成分、高温扩散工艺、锻后冷却控制对1.2344钢横向冲击性能的影响规律。
结果表明:电渣重熔工艺、磷元素含量控制、高温扩散有利于提高钢材的横向冲击性能,锻后冷却方法对钢的显微组织有一定影响。按照优化工艺能生产出高等向性1.2344EFS钢。
1.2344钢是DIN标准(德国工业标准)中的热作模具钢,其化学成分与ASTM(美国材料试验标准)中的H13钢较为接近。
两者相比,1.2344钢的化学成分控制更加严格。
随着1.2344钢应用的日益广泛,该钢的各种性能检验指标也日趋严格。由1.2344钢衍生的1.2344EFS(EFS为extra fine structure)钢要求检验钢的显微组织和横向冲击性能。对于国内冶金行业和模具行业而言,热作模具钢的横向冲击性能研究较少。
作者结合抚钢的生产状况,通过系统研究冶炼工艺、化学成分、高温扩散工艺、锻后冷却控制对锻制棒材横向冲击韧性的影响规律,为生产具有高等向性的热作模具钢1.2344EFS提供适合的关键控制工艺。
试验方案
进行横向冲击性能研究的1.2344钢锻制棒材是抚钢按照DIN17350-1980标准生产的钢材,其化学成分、低倍组织和超声波探伤满足相关要求。
为保证试验数据具有可比性,除进行对比研究的工艺参数外,其他关键工艺参数(化学成分控制、钢锭扩散工艺、锻造比、锻后冷却控制和球化热处理工艺)均保持一致。
横向冲击试样分别取自于圆钢的1/2半径处和中心处(扁钢为1/4对角线处和中心处),无缺口试样尺寸为7mm×10mm×55mm。
冲击试样经调质处理后硬度控制在44~46HRC的范围内。采用抚钢质量部中心试验室的A654RXY自动端淬硬度机和ZBC-300型冲击试验机检测试样硬度和横向冲击性能。
冶炼工艺对横向冲击性能的影响
高质量的模具钢一般采用电炉+LF+VD工艺(以下简称精炼钢)或电炉+LF+VD+电渣重熔工艺(以下简称电渣钢)生产,两者相比,电渣钢在致密度、纯净度方面具有一定优势。
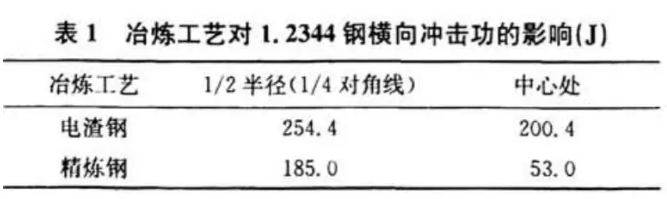
从表1中的数据可以发现,在其他生产工艺相同的条件下,电渣钢的横向冲击性能,特别是中心处的冲击功明显优于精炼钢,其中1/2半径(或1/4对角线)处横向冲击性能提高了37.51%,中心处横向冲击性能提高了278.11%。
化学成分对横向冲击性能的影响
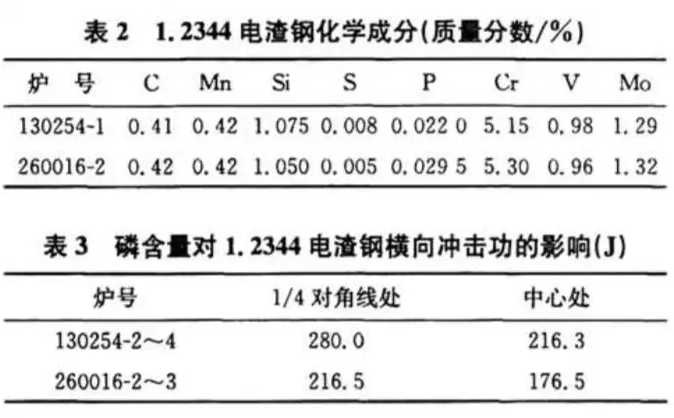
表2和表3分别表示两批直径为750mm的1.2344电渣钢化学成分及其锻成250mm×600mm扁钢后的横向冲击性能。
表2和表3表明,在C、Mn、Si、S、Cr、V和Mo含量相近的条件下,磷元素的含量对钢材的横向冲击性能有明显影响。在0.020%~0.030%的范围内,磷含量增加0 0075%,钢材横向冲击性能则下降了40~60J。
磷造成钢的韧性下降主要是由于磷在晶界处偏聚会降低晶界表面能,产生沿晶脆性断裂,同时降低脆断应力所致。
高温扩散工艺对横向冲击性能的影响
1.2344钢中舍有一定量的Cr、Mo和V等碳化物形成元素,其铸态组织中的伪共晶碳化物主要为M7C3,M6C和MC,即Cr7C3,Mo8C和VC。
大量研究表明,上述共晶碳化物在1150-1200°C的温度下进行较长时间的扩散,铸态组织中的小颗粒的共晶碳化物能完全溶解到奥氏体中,而粗大的碳化物也可以通过扩散溶解掉一部分,残余的碳化物颗粒呈现表面能较低的球状,与大颗粒碳化物相比,这些弥散分布的球状碳化物对基体性能的影响较小。
图1是1.2344钢分别在1150°C(图1a)和1200°C(图1b)下保温5h的微观组织,通过比较可以发现,当扩散温度由1150C提高到1200°C,显微组织中的大颗粒碳化物明显减少,碳化物的分布更加弥散、均匀。
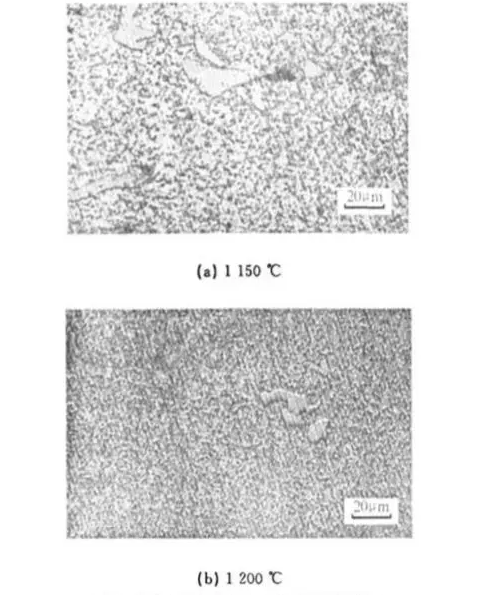
图一 不同扩散温度下1.2344钢围观组织
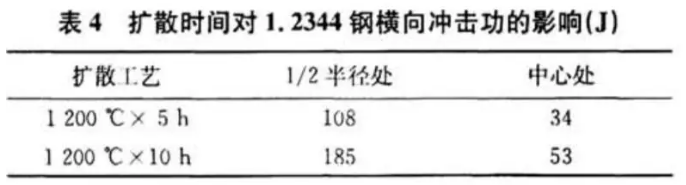
一般认为,钢锭的扩散温度在保证不过热的前提下应该采用尽可能高的温度。但扩散时间的长短和不同生产企业的原始钢锭条件有关,同时也在一定程度上影响生产周期和成本。
表4是对5t精炼钢锭进行不同扩散时间的试验,结果表明在相同的扩散温度下,扩散时间由5h增加到10h,可以有效增加钢材的横向冲击性能,其中1/2半径处提高了41.62%,中心处提高了35.85%。
锻后冷却方法对横向冲击性能的影响
1.2344钢经镦粗和多火拔长后具有较高的温度,特别是钢材的心部温度通常在850~900°C,因此终锻温度和锻后冷却速度的控制直接影响了晶界处二次碳化物的析出。
一般而言,终锻温度越高,冷却速度越慢,晶界处析出的二次碳化物越严重,一旦形成网状碳化物,将在一定程度上影响钢材的冲击韧性。
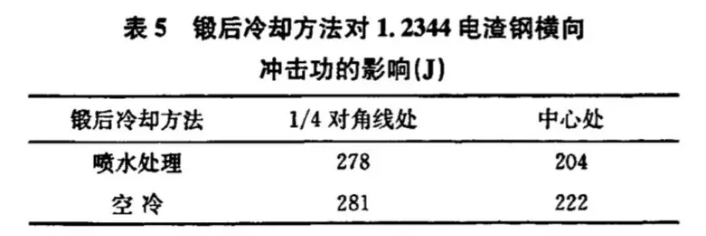
锻后冷却方法采用了扁钢喷水处理和空冷两种,表5数据显示两种冷却方法对横向冲击性能的影响没有明显差别,这可能是由于1.2344钢具有较高的淬透性造成的。
但通过金相分析观察发现:进行喷水处理的扁钢微观组织更加均匀,而空冷处理的扁钢微观组织具有马氏体特征。
1.2344EFS的生产试制
根据工艺试验的结果,高等向性1.2344EFS钢采用精炼钢冶炼工艺,其中磷元素和硫元素的含量分别控制在0.015%和0.004%以下,钢锭在1200°C的温度下扩散了15h以上,钢锭经多向锻造、控制冷却及球化处理。
试生产锻材200t,其显微组织满足NADCA207-1990(北美模铸协会H13退火显微组织评级图)中合格级别,直径小于300mm的锻制圆钢的横向冲击功达到1/2半径处≥200J,中心处≥120J的技术要求。纵向冲击功按300J计算,其等向性达到76.63%。
结论
(1)采用电渣重熔工艺、磷含量控制在≤0.020%、高温扩散(时间根据锭型而定)有利于提高钢材的横向冲击性能。
(2)锻后冷却速度对钢的显微组织有一定影响,冷却速度越快,钢的显微组织细化趋势越明显。
(3)采用电炉十LF+VD精炼工艺,控制磷含量≤0.015%,钢锭在1200°C扩散15h以上,采用多向锻造、锻后水冷及球化处理工艺,可以生产具有高等向性的1.2344EFS钢。



")


-高耐磨冷作模具钢")




同类文章排行
- 模具铜公(电极)的加工方法和注意事项!
- 连接器模具一般选用什么模具钢
- 电器生产厂家该如何选择一个值得信赖的模具钢供应商
- Tyrax塑料模具钢相较S136优势有哪些?
- 如何提高热作模具钢1.2344的横向冲击性能?
- 白点是什么?如何分辨钢材是否出现了白点?
- SKH-9是什么钢料?是高速钢吗?
- SKD61与H13有哪些区别?
- 模具钢加工过程是顺铣还是逆铣,如何选择?
- TSP5是什么钢?
最新资讯文章
- 金华洲S136H助力口罩熔喷布模具喷丝板生产
- 抚顺特钢正在加急生产“KN95口罩钢”SKD11、D2和DC53
- SIJ麦特罗镭SIMOLD S150R之车灯应用
- 模具铜公(电极)的加工方法和注意事项!
- SUS630不锈钢厂家|630马氏体沉淀硬化不锈钢供应商
- SIJ
- 蔚来汽车使用的铝、镁合金压铸模具使用的是什么压铸模具钢材料?
- 德国1.2344 ESR压铸模具钢成功案例
- Tyrax ESR的耐腐蚀和耐磨特性及Tyrax的应用
- POLMAX超纯净镜面不锈钢材
您的浏览历史


